
In industries where equipment operates under extreme contamination, heavy loads, vibration, water exposure, and abrasive environments, traditional oil seals often struggle to provide long-term reliability. This challenge has led to the widespread adoption of cassette seals—advanced sealing systems engineered to deliver superior protection for bearings, hubs, axles, and rotating equipment. Unlike conventional radial shaft seals, cassette seals integrate multiple sealing elements into a single robust assembly, creating a highly effective barrier against contaminants while retaining lubricants under demanding operating conditions.
Today, cassette seals are extensively used in agricultural machinery, mining equipment, heavy trucks, construction vehicles, forestry equipment, and industrial gear systems. Their ability to significantly extend bearing life and reduce maintenance costs has made them one of the most valuable sealing innovations in modern mechanical engineering.
🚜 Industry Insight: Cassette seals were specifically developed to solve sealing challenges in environments where dust, mud, water, and abrasive particles quickly destroy conventional oil seals.
What Are Cassette Seals?
Cassette seals are advanced multi-component rotary shaft sealing systems designed to provide exceptional contamination exclusion and lubricant retention. Unlike standard oil seals that typically consist of a single sealing lip and metal case, cassette seals integrate multiple sealing lips, wear sleeves, labyrinth structures, and protective shields into a single pre-assembled unit.
The design creates multiple barriers against environmental contaminants while maintaining stable lubrication around critical rotating components. This enhanced sealing architecture enables cassette seals to operate reliably in conditions where conventional seals may fail prematurely.
Modern cassette seals are particularly valued in heavy-duty equipment where downtime can result in substantial operational costs.
Why Were Cassette Seals Developed?
Traditional oil seals perform effectively in clean environments, but heavy-duty industries present unique challenges:
- Continuous exposure to mud and dirt
- High-pressure water cleaning
- Abrasive dust contamination
- Severe vibration
- Shaft misalignment
- Heavy radial loads
- Extreme temperature fluctuations
These conditions accelerate seal wear and increase the likelihood of contamination reaching bearings and lubrication systems. Cassette seals were engineered to overcome these challenges by introducing multiple layers of protection within a single sealing assembly.
⚙️ Engineering Goal: The primary objective of cassette seal technology is to maximize bearing protection while minimizing maintenance requirements in harsh operating environments.
Main Components of a Cassette Seal
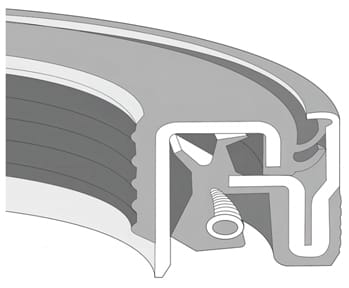
Understanding cassette seal construction helps explain its superior performance capabilities.
Multiple Sealing Lips
Cassette seals typically contain several dynamic and static sealing lips that work together to prevent both lubricant leakage and contaminant ingress.
Integrated Wear Sleeve
A hardened wear sleeve provides an optimized sealing surface, reducing shaft wear and improving long-term sealing effectiveness.
Labyrinth Protection System
Labyrinth paths create non-contact barriers that block dirt, water, and debris before they reach critical sealing interfaces.
Metal Reinforcement Housing
The metal structure provides rigidity and ensures precise alignment of sealing components.
Grease Retention Chambers
Many cassette seal designs incorporate grease-filled cavities that further improve contamination resistance.
🔍 Design Advantage: Multiple independent sealing barriers dramatically reduce the probability of contaminants reaching critical bearing surfaces.
How Cassette Seals Work
Unlike traditional seals that rely on a single sealing contact point, cassette seals utilize a combination of dynamic sealing lips, static barriers, labyrinth paths, and grease chambers.
As contaminants approach the seal, they encounter successive protective stages:
- External shields deflect debris.
- Labyrinth passages slow contaminant movement.
- Grease chambers trap particles.
- Auxiliary lips provide additional protection.
- Primary sealing lips maintain lubricant retention.
This multi-stage defense mechanism significantly increases sealing reliability in highly contaminated environments.
For demanding applications, properly selected cassette seals often provide service lives several times longer than conventional radial shaft seals.
Key Advantages of Cassette Seals

Superior Contamination Protection
The greatest advantage of cassette seals is their exceptional ability to prevent dirt, dust, mud, and water ingress.
Extended Bearing Life
By keeping contaminants away from bearing surfaces, cassette seals significantly improve bearing longevity.
Reduced Maintenance Costs
Longer service intervals reduce maintenance frequency and labor costs.
Enhanced Shaft Protection
Integrated wear sleeves prevent direct shaft wear caused by sealing lip contact.
Improved Reliability
The multi-barrier design provides consistent sealing performance even under severe operating conditions.
📈 Operational Benefit: Many fleet operators report substantial reductions in bearing replacement costs after upgrading to cassette seal technology.
Common Industries Using Cassette Seals
Cassette seals have become standard equipment across numerous industries.
Agricultural Equipment
Tractors, harvesters, planters, and tillage machinery frequently operate in dusty and muddy environments where cassette seals excel.
Mining Operations
Mining equipment faces constant exposure to abrasive particles and harsh operating conditions.
Construction Machinery
Excavators, bulldozers, loaders, and graders rely heavily on robust sealing systems.
Heavy Commercial Vehicles
Truck wheel hubs and axle assemblies benefit from improved contamination protection.
Forestry Equipment
Logging machinery often operates in wet, dirty, and highly abrasive environments.
Industrial Processing Equipment
Certain industrial applications utilize cassette seals to protect critical rotating machinery.
Cassette Seals vs Conventional Oil Seals

Understanding the differences between cassette seals and traditional oil seals is essential when selecting sealing solutions.
- Cassette seals provide multiple sealing barriers.
- Conventional oil seals usually rely on a single primary lip.
- Cassette seals include integrated wear sleeves.
- Traditional seals contact the shaft directly.
- Cassette seals offer superior contamination protection.
- Conventional seals generally cost less initially.
- Cassette seals often deliver lower lifecycle costs.
While cassette seals may require higher upfront investment, their long-term economic benefits frequently outweigh initial costs.
💰 Cost Perspective: Seal purchase price represents only a small fraction of total equipment ownership costs. Downtime and bearing failures often have a much greater financial impact.
Materials Used in Cassette Seals
Material selection plays a critical role in cassette seal performance.
NBR (Nitrile Rubber)
Widely used for its balance of oil resistance, wear resistance, and affordability.
HNBR
Provides improved temperature resistance and mechanical durability.
FKM (Viton®)
Offers exceptional chemical compatibility and high-temperature performance.
Steel Components
Wear sleeves and structural housings are typically manufactured from hardened steel.
Specialized Coatings
Some designs utilize advanced surface treatments to improve corrosion resistance and wear characteristics.
Choosing appropriate cassette seals materials ensures compatibility with operating conditions and environmental exposure.
Installation Best Practices
Proper installation is essential for maximizing cassette seal performance.
- Inspect shaft and housing dimensions.
- Clean all mating surfaces thoroughly.
- Use recommended installation tools.
- Avoid damaging sealing lips.
- Lubricate contact surfaces appropriately.
- Verify correct alignment.
- Follow manufacturer specifications.
Although cassette seals are engineered for durability, improper installation remains one of the leading causes of premature failure.
Maintenance and Inspection Guidelines
Cassette seals generally require less maintenance than conventional seals, but periodic inspections remain important.
- Monitor lubricant condition.
- Inspect for external damage.
- Check for leakage signs.
- Evaluate bearing performance.
- Observe contamination levels.
- Review operating temperatures.
Routine monitoring helps identify developing issues before significant equipment damage occurs.
🛠️ Maintenance Tip: Even the best sealing system performs most effectively when combined with proper lubrication management and preventive maintenance programs.
Emerging Trends in Cassette Seal Technology
As equipment manufacturers continue pursuing higher productivity and lower maintenance costs, cassette seal technology continues evolving. New developments include low-friction lip geometries, enhanced wear-resistant coatings, smart monitoring integration, and advanced elastomer formulations.
Future cassette seals may incorporate condition-monitoring technologies that provide real-time information regarding seal health, lubricant condition, and contamination exposure. These innovations will further reduce unplanned downtime and improve equipment reliability.
As sustainability becomes increasingly important, manufacturers are also focusing on extending seal life cycles and reducing environmental impact through improved material engineering and more efficient sealing designs.
Conclusion
Cassette seals represent one of the most effective sealing solutions available for heavy-duty rotating equipment operating in contaminated environments. Their sophisticated multi-barrier construction delivers exceptional contamination protection, superior lubricant retention, extended bearing life, and reduced maintenance requirements.
Whether used in agricultural machinery, mining equipment, construction vehicles, forestry operations, or commercial transportation systems, cassette seals provide a proven solution for improving equipment reliability and lowering total operating costs. For organizations seeking maximum durability and long-term performance, investing in high-quality cassette seals is often one of the most cost-effective decisions available.
Frequently Asked Questions
1. What is the primary purpose of a cassette seal?
The primary purpose of a cassette seal is to protect bearings and rotating components from contamination while retaining lubricants in harsh operating environments.
2. How are cassette seals different from traditional oil seals?
Cassette seals use multiple sealing lips, labyrinth structures, and integrated wear sleeves, providing significantly greater protection against contaminants.
3. Where are cassette seals commonly used?
They are commonly found in agricultural equipment, mining machinery, construction vehicles, forestry equipment, and heavy commercial trucks.
4. Do cassette seals require maintenance?
Although they require less maintenance than conventional seals, periodic inspections and lubrication monitoring are still recommended.
5. Are cassette seals worth the higher initial cost?
In most severe-duty applications, the extended bearing life, reduced downtime, and lower maintenance costs often provide substantial long-term savings that justify the initial investment.




