What Makes a COMBI Oil Seal Different from Traditional Oil Seals?
As industrial machinery continues to operate in increasingly harsh environments, conventional sealing solutions are often pushed beyond their limits. Modern equipment used in agriculture, mining, construction, forestry, transportation, and heavy-duty manufacturing must withstand dirt, mud, water, abrasive particles, high rotational speeds, and continuous vibration. In these challenging conditions, standard radial shaft seals may not provide sufficient protection.
This is where the COMBI oil seal stands out. Designed as an advanced sealing solution for severe operating environments, the COMBI oil seal combines multiple sealing functions into a single integrated unit. It not only retains lubricants inside the system but also delivers exceptional protection against external contamination, helping extend bearing life and improve overall equipment reliability.
Today, the COMBI oil seal has become a preferred sealing solution in industries where equipment downtime is costly and seal performance directly impacts productivity.
What Is a COMBI Oil Seal?
A COMBI oil seal is a specialized rotary shaft seal engineered to provide both lubricant retention and advanced contamination exclusion. Unlike traditional oil seals that primarily focus on keeping oil inside a housing, COMBI seals are specifically designed to prevent dirt, dust, water, mud, and other external contaminants from reaching critical rotating components.
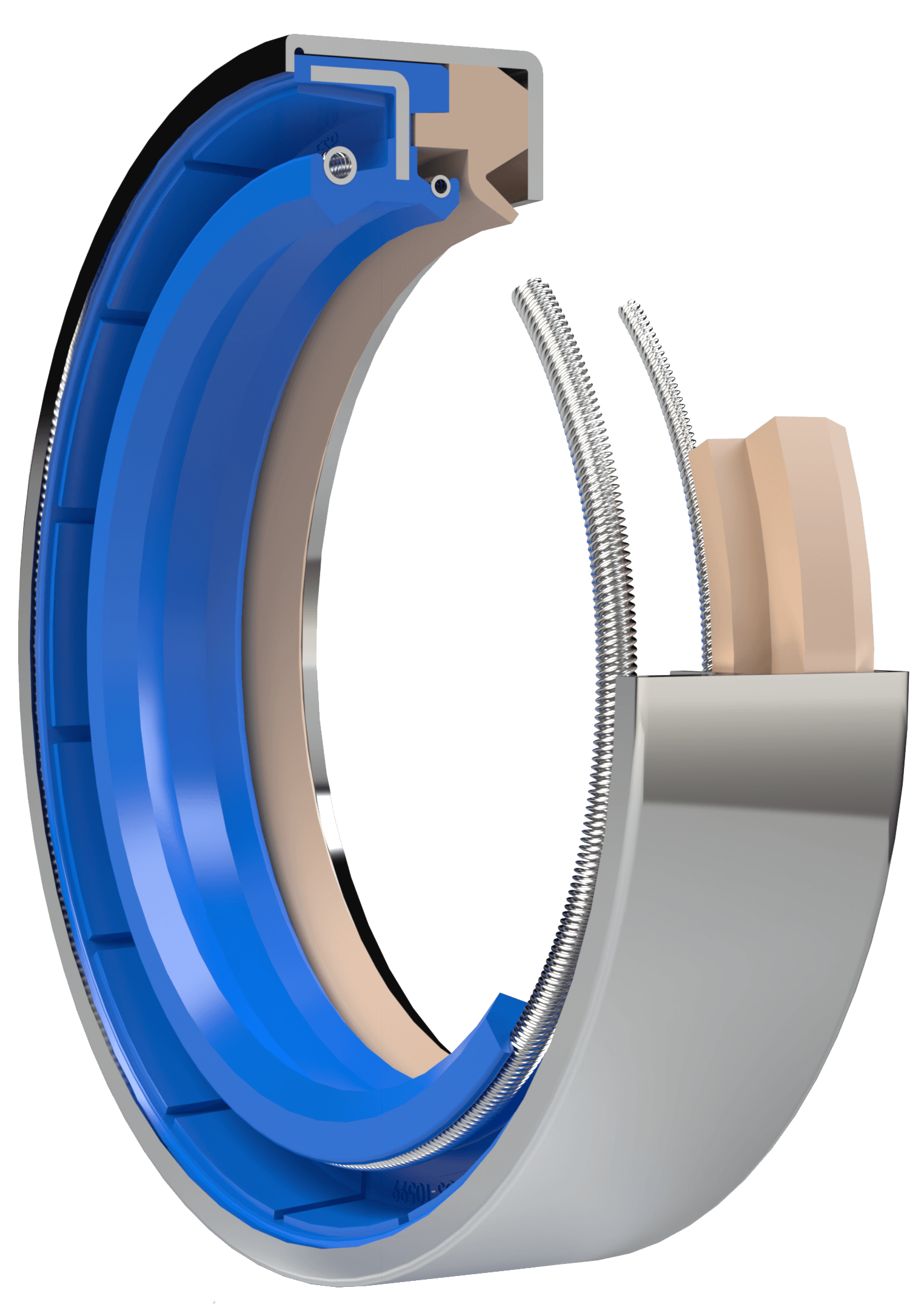
The seal typically incorporates a robust elastomer sealing lip, a metal casing for structural support, and an auxiliary contaminant barrier. In many designs, the seal works together with a wear sleeve or specially engineered running surface to maximize sealing effectiveness.
Because of this dual-protection approach, COMBI oil seals are commonly used in applications exposed to severe environmental conditions.
Main Structural Components
✔ Primary oil sealing lip
✔ Contaminant exclusion lip
✔ Reinforced metal housing
✔ Spring-loaded sealing mechanism
✔ Optional wear sleeve interface
How Does a COMBI Oil Seal Work?
The operating principle of a COMBI oil seal involves multiple layers of protection. The primary sealing lip maintains contact with the rotating shaft and prevents lubricant leakage. Simultaneously, the external contamination barrier blocks dust, water, mud, and abrasive particles from entering the equipment.
When the shaft rotates, a microscopic lubricating film forms between the sealing lip and shaft surface. This film reduces friction while maintaining an effective seal. The secondary barrier continuously protects the primary sealing area from contamination.
This dual-action design significantly improves sealing performance compared to conventional single-lip oil seals.
Why Were COMBI Oil Seals Developed?
Traditional oil seals perform well in clean operating environments. However, industries such as mining, construction, and agriculture expose equipment to contaminants that can rapidly destroy bearings and internal components.
Engineers needed a sealing solution capable of handling:
Heavy dust exposure
Mud and slurry contamination
Water ingress
Pressure fluctuations
High shaft speeds
Extreme vibration
Long maintenance intervals
The COMBI oil seal was developed specifically to address these challenges while maintaining reliable lubricant retention.
Key Functions of a COMBI Oil Seal
Lubricant Retention
The primary role of the seal is to prevent oil and grease from escaping the system. Maintaining proper lubrication is essential for reducing wear and extending component life.
Contamination Exclusion
One of the most valuable features of COMBI seals is their ability to block harmful contaminants before they reach critical components.
Bearing Protection
Bearings are highly sensitive to contamination. By keeping contaminants out, COMBI seals help maximize bearing lifespan.
Reduced Maintenance Costs
Improved sealing performance often translates into fewer failures, lower maintenance expenses, and reduced downtime.
Improved Equipment Reliability
Reliable sealing contributes directly to operational efficiency and equipment productivity.
Many equipment manufacturers now specify COMBI oil seal designs for applications where contamination control is critical.
COMBI Oil Seal vs Standard Oil Seal
While both sealing solutions are designed to retain lubricants, significant differences exist between the two.
Contamination Protection
Standard oil seals generally provide limited contaminant exclusion, whereas COMBI seals are specifically engineered for severe contamination environments.
Service Life
COMBI oil seals frequently deliver longer service life due to enhanced protection of the sealing interface.
Environmental Resistance
Applications exposed to dirt, mud, and water often benefit significantly from COMBI seal technology.
Equipment Reliability
The additional protective features help reduce unplanned maintenance and equipment failures.
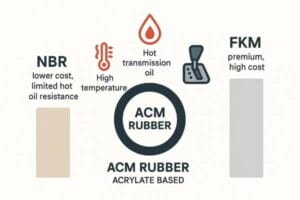
Common Materials Used in COMBI Oil Seals

Material selection significantly affects seal performance and lifespan.
NBR (Nitrile Rubber)
Widely used due to excellent oil resistance, affordability, and good mechanical properties.
FKM (Fluoroelastomer)
Provides superior resistance to heat, chemicals, and aggressive lubricants.
HNBR
Offers enhanced wear resistance and improved performance at elevated temperatures.
PTFE Components
Certain advanced COMBI seal designs incorporate PTFE elements to reduce friction and improve durability.
Industries That Depend on COMBI Oil Seals
Because of their exceptional contamination resistance, COMBI seals are widely used in demanding industries.
Agricultural Equipment
Tractors, harvesters, and planting machinery frequently operate in dusty and muddy environments where contamination control is essential.
Mining Machinery
Mining operations expose equipment to abrasive particles capable of rapidly damaging conventional seals.
Construction Equipment
Excavators, loaders, bulldozers, and cranes rely on durable sealing systems for reliable performance.
Forestry Equipment
Wood debris, dirt, and moisture create challenging sealing conditions that favor COMBI seal designs.
Heavy Industrial Machinery
Industrial power transmission systems often require advanced sealing technology to maximize equipment uptime.
For these sectors, selecting the correct COMBI oil seal can significantly reduce maintenance frequency and improve long-term reliability.
Factors That Influence COMBI Oil Seal Performance
Several operating conditions affect seal effectiveness and lifespan.
Operating temperature
Shaft rotational speed
Lubricant type
Environmental contamination level
Pressure conditions
Shaft surface finish
Installation quality
Proper consideration of these factors helps ensure optimal seal performance.
Best Installation Practices
Even premium sealing products require correct installation procedures.
Inspect the shaft for wear or damage.
Verify housing dimensions.
Clean all sealing surfaces thoroughly.
Use appropriate installation tools.
Apply compatible lubrication if required.
Avoid damaging sealing lips during assembly.
Proper installation helps maximize service life and minimize premature failures.
Common Failure Causes and Troubleshooting
Abrasive Wear
Excessive contamination exposure may eventually wear sealing surfaces.
Heat Damage
Temperatures exceeding material limits can accelerate elastomer degradation.
Chemical Incompatibility
Incorrect material selection can lead to swelling, cracking, or hardening.
Improper Shaft Surface Finish
Rough shaft surfaces accelerate lip wear and increase leakage risk.
Installation Damage
Damaged sealing lips often result in immediate or premature leakage.
The Future of COMBI Oil Seal Technology

As industrial equipment becomes more advanced, sealing technologies continue evolving. Manufacturers are developing new elastomer compounds, low-friction materials, improved contamination barriers, and enhanced wear-resistant designs.
Future COMBI seals will likely offer longer service intervals, improved sustainability, reduced energy consumption, and even greater protection against contamination.
The continued growth of predictive maintenance programs and smart industrial systems will further increase demand for reliable sealing solutions capable of supporting extended equipment lifecycles.
Why COMBI Oil Seals Are Becoming the Preferred Choice
The ability to simultaneously retain lubricants and exclude harmful contaminants makes COMBI oil seals one of the most effective sealing solutions available for demanding operating environments.
Their proven performance in heavy-duty industries, combined with reduced maintenance requirements and longer equipment life, explains why engineers increasingly specify COMBI oil seal solutions when reliability is a top priority.
Frequently Asked Questions
1. What is a COMBI oil seal used for?
A COMBI oil seal is used to retain lubricants while preventing dirt, dust, water, and other contaminants from entering rotating equipment.
2. How is a COMBI oil seal different from a standard oil seal?
COMBI seals provide enhanced contamination exclusion capabilities and are specifically designed for harsh operating environments.
3. Which industries commonly use COMBI oil seals?
They are widely used in agriculture, mining, construction, forestry, transportation, and heavy industrial equipment.
4. What materials are commonly used in COMBI oil seals?
Common materials include NBR, FKM, HNBR, and advanced PTFE-based sealing components.
5. How can I extend the service life of a COMBI oil seal?
Select the correct material, maintain proper shaft conditions, follow installation guidelines, and monitor operating conditions regularly to maximize seal longevity.