

Oil seals are among the most important components used in rotating and moving mechanical systems. Although relatively small and inexpensive compared to other machine parts, oil seals play a critical role in maintaining lubrication, preventing contamination, extending equipment life, and ensuring reliable system performance. From automotive engines and industrial gearboxes to hydraulic pumps and agricultural machinery, oil seals help protect valuable equipment from premature wear and costly failures.
Understanding the function, working principles, maintenance requirements, and failure modes of oil seals is essential for engineers, maintenance technicians, equipment manufacturers, and procurement professionals. This comprehensive guide explores everything you need to know about oil seal functions, selection, inspection, troubleshooting, and preventive maintenance.
🔧 Key Insight: The primary function of an oil seal is to retain lubricants while preventing contaminants from entering mechanical systems, thereby maximizing equipment reliability and service life.
What Is an Oil Seal?
An oil seal, also known as a rotary shaft seal, radial shaft seal, or grease seal, is a sealing device installed between rotating and stationary machine components. Its primary purpose is to retain lubricating fluids while preventing the ingress of external contaminants such as dust, dirt, moisture, and abrasive particles.
Oil seals are commonly manufactured from elastomer materials combined with metal reinforcement structures and spring-loaded sealing lips. These components work together to create an effective sealing interface between the rotating shaft and stationary housing.
High-quality Oil Seal products are widely used across automotive, industrial, agricultural, marine, mining, and hydraulic industries.
Primary Functions of an Oil Seal
Oil seals perform several critical functions that directly impact machinery performance and longevity.
Lubricant Retention
The most important function of an oil seal is preventing lubricating oil or grease from leaking out of the system. Proper lubrication minimizes friction and wear between moving components.
Contamination Exclusion
Oil seals prevent external contaminants such as dust, dirt, water, chemicals, and abrasive particles from entering critical mechanical systems.
Equipment Protection
By maintaining clean lubrication and preventing leakage, oil seals help protect bearings, gears, shafts, and other components from premature wear.
Improved Operational Efficiency
Effective sealing helps maintain optimal lubrication conditions, reducing energy losses caused by friction and contamination.
⚙️ Engineering Benefit: A properly functioning oil seal contributes significantly to equipment reliability, efficiency, and maintenance cost reduction.
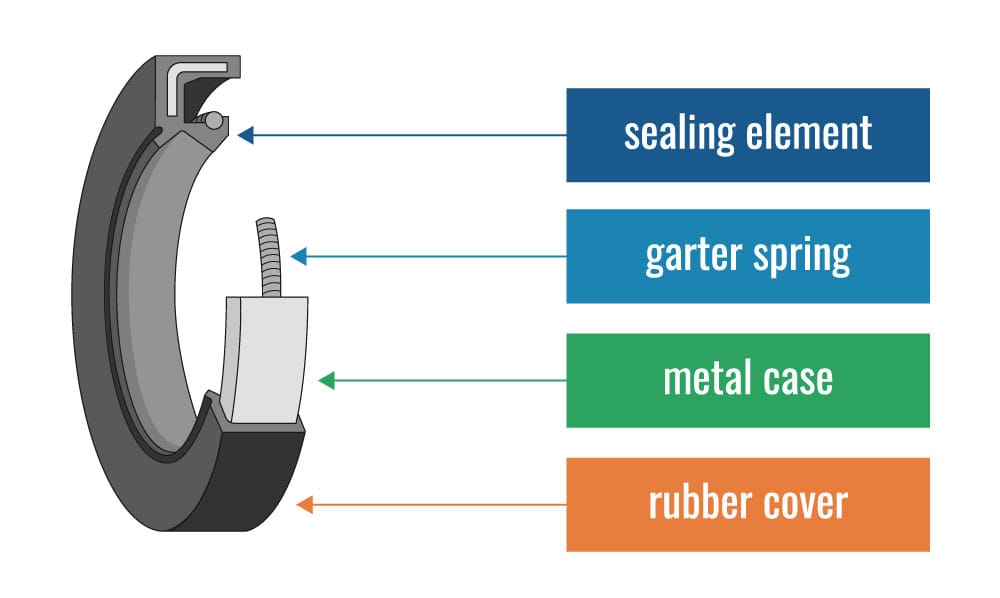
Main Components of an Oil Seal
Modern oil seals consist of several carefully engineered components designed to work together.
Sealing Lip
The sealing lip contacts the rotating shaft and forms the primary sealing interface.
Garter Spring
The garter spring maintains consistent radial pressure against the shaft, ensuring effective sealing performance throughout the seal’s service life.
Metal Case
The metal reinforcement ring provides structural rigidity and secure installation within the housing bore.
Dust Lip
Many oil seals include a secondary dust lip designed to block contaminants from reaching the primary sealing area.
Elastomer Body
The elastomer material provides flexibility, chemical resistance, and sealing capability.
🔍 Design Insight: Every component within an oil seaal contributes to maintaining an effective balance between sealing performance and friction control.
How Does an Oil Seal Work?
The sealing lip creates controlled contact pressure against the rotating shaft surface. During operation, a microscopic lubricating film forms between the shaft and sealing lip. This film minimizes friction while maintaining sealing integrity.
The garter spring continuously applies radial force, ensuring consistent sealing contact even as minor wear occurs over time.
At the same time, the seal body and dust lip help prevent contaminants from entering the equipment.
Properly selected Oil Seal solutions can provide years of reliable performance under demanding operating conditions.
💡 Performance Fact: Oil seals do not create a completely dry interface; a controlled lubrication film is essential for long service life.
Types of Oil Seals
Different applications require different oil seal configurations.
Single-Lip Oil Seals
Designed primarily for lubricant retention in relatively clean operating environments.
Double-Lip Oil Seals
Include an auxiliary dust lip for improved contamination protection.
High-Pressure Oil Seals
Engineered to withstand elevated internal pressures.
Cassette Seals
Used in severe-duty environments requiring superior contamination protection.
PTFE Oil Seals
Provide excellent chemical resistance and high-speed performance.
Common Oil Seal Materials
NBR (Nitrile Rubber)
Offers excellent resistance to petroleum oils and hydraulic fluids while maintaining cost-effective performance.
FKM (Viton®)
Provides superior chemical resistance and high-temperature capability.
Silicone Rubber
Delivers excellent low-temperature flexibility and weather resistance.
HNBR
Combines improved wear resistance with enhanced temperature performance.
PTFE
Offers exceptional chemical compatibility and low-friction characteristics.
Selecting the correct Oil Seal material is critical for achieving reliable sealing performance.
🧪 Material Selection Tip: Chemical compatibility and temperature resistance are often the most important factors influencing seal life.
Industries That Depend on Oil Seals
- Automotive manufacturing
- Industrial machinery
- Hydraulic systems
- Agricultural equipment
- Mining operations
- Marine equipment
- Construction machinery
- Electric motors
- Gearbox systems
- Oil and gas processing
Nearly every rotating mechanical system relies on properly functioning oil seals to maintain reliability.
Signs of Oil Seal Failure
Early identification of oil seal problems can prevent extensive equipment damage.
- Visible lubricant leakage
- Increased contamination levels
- Abnormal equipment noise
- Overheating components
- Lubricant consumption increases
- Excessive bearing wear
- Reduced equipment efficiency
⚠️ Warning: Even minor oil seal leakage can indicate developing mechanical issues that require immediate attention.
Common Causes of Oil Seal Failure
Improper Installation
Damaged sealing lips, incorrect orientation, or improper installation techniques can cause immediate failure.
Shaft Damage
Scratches, grooves, corrosion, or poor surface finishes accelerate seal wear.
Misalignment
Shaft misalignment creates uneven sealing lip loading and premature wear.
Excessive Temperature
High temperatures accelerate elastomer degradation and hardening.
Contamination
Abrasive particles can damage sealing lips and shaft surfaces.
Chemical Incompatibility
Incorrect material selection can lead to swelling, cracking, or loss of elasticity.
Oil Seal Maintenance Guide

Proper maintenance significantly extends oil seal service life and improves equipment reliability.
Routine Visual Inspections
Inspect seals regularly for leakage, cracking, hardening, and physical damage.
Monitor Lubricant Condition
Contaminated lubricants often indicate seal deterioration or failure.
Check Shaft Surfaces
Inspect shaft contact areas for wear grooves or surface damage.
Maintain Proper Alignment
Verify shaft and housing alignment during maintenance procedures.
Replace Seals During Major Overhauls
Preventive replacement is often more economical than waiting for failure.
Using high-quality Oil Seal products and following preventive maintenance practices can substantially reduce downtime.
✔️ Best Practice: Establishing a preventive inspection schedule is one of the most effective methods for extending oil seal life.
Best Practices for Oil Seal Selection
- Verify shaft and housing dimensions.
- Evaluate operating temperatures.
- Assess lubricant compatibility.
- Consider environmental contamination levels.
- Review operating speeds.
- Evaluate pressure conditions.
- Select appropriate sealing materials.
- Source products from reputable manufacturers.
The proper Oil Seal selection process helps ensure optimal performance and long-term equipment protection.
Conclusion
Oil seals perform a vital role in protecting modern machinery by retaining lubricants and preventing contamination. Their ability to maintain clean lubrication environments directly influences equipment reliability, efficiency, and service life. Understanding oil seal functions, materials, failure mechanisms, and maintenance requirements enables engineers and maintenance professionals to make informed decisions that reduce operating costs and improve equipment performance.
Through proper selection, installation, inspection, and preventive maintenance, oil seals can provide years of dependable service across a wide range of industrial, automotive, hydraulic, agricultural, and mechanical applications.
Frequently Asked Questions
1. What is the main function of an oil seal?
The primary function of an oil seal is to retain lubricants while preventing contaminants from entering mechanical systems.
2. How can I tell if an oil seal is failing?
Common signs include lubricant leakage, contamination, overheating, abnormal noise, and increased lubricant consumption.
3. What materials are commonly used for oil seals?
NBR, FKM, HNBR, silicone rubber, and PTFE are among the most commonly used oil seal materials.
4. How often should oil seals be inspected?
Inspection frequency depends on operating conditions, but regular preventive maintenance inspections are strongly recommended.
5. What causes most oil seal failures?
Improper installation, shaft damage, contamination, excessive temperature, misalignment, and incorrect material selection are the most common causes of failure.




