Understanding Silicone Rubber: The High-Performance Elastomer Behind Modern Sealing Solutions
Silicone rubber has become one of the most important elastomer materials used in modern manufacturing, engineering, healthcare, food processing, electronics, automotive systems, and sealing technology. Known for its exceptional temperature resistance, flexibility, weatherability, and chemical stability, silicone rubber has earned a reputation as one of the most versatile synthetic materials available today.
Unlike conventional rubber compounds, silicone rubber maintains its physical properties across an extremely wide temperature range while resisting degradation from ultraviolet light, ozone, moisture, and environmental aging. These characteristics make it a preferred choice for demanding applications where traditional elastomers may fail.
From aerospace components and medical devices to O-rings, gaskets, tubing, and electrical insulation, silicone rubber continues to play a critical role in industries that require long-term reliability and performance.
What Is Silicone Rubber?
Silicone rubber is an elastomer manufactured from silicone polymers that contain alternating silicon and oxygen atoms in their molecular backbone. This unique molecular structure distinguishes silicone from conventional organic rubber materials such as nitrile rubber (NBR), EPDM, natural rubber, and fluoroelastomers.
The silicon-oxygen bond is significantly stronger than the carbon-carbon bonds found in many traditional elastomers. As a result, silicone rubber demonstrates remarkable resistance to heat, oxidation, UV radiation, and environmental degradation.
Depending on formulation and curing methods, silicone rubber can be produced in various hardness levels, colors, and performance grades suitable for industrial, medical, food-grade, and specialized engineering applications.
Basic Characteristics of Silicone Rubber
✔ Excellent thermal stability
✔ Outstanding low-temperature flexibility
✔ Superior weather resistance
✔ UV and ozone resistance
✔ Electrical insulation properties
✔ Long service life
The History and Development of Silicone Rubber
The origins of silicone technology can be traced back to the early twentieth century when scientists began studying silicon-based compounds. However, large-scale commercial production did not begin until the 1940s when industries sought materials capable of performing under extreme temperatures.
During World War II, silicone materials gained attention for their ability to function in aircraft engines and military equipment. After the war, rapid advancements in chemical engineering led to the widespread adoption of silicone products across numerous industries.
Today, silicone rubber is considered one of the most advanced elastomer families available and continues to evolve through innovations in material science and manufacturing technologies.
How Silicone Rubber Is Manufactured

The manufacturing process begins with silicon derived from silica sand. Through chemical reactions and refinement processes, silicon compounds are converted into silicone polymers.
These polymers are then blended with reinforcing fillers, curing agents, pigments, and performance-enhancing additives to create customized silicone rubber compounds.
Key Manufacturing Stages
Raw material preparation
Polymer synthesis
Compound mixing
Molding or extrusion
Vulcanization curing
Quality inspection
Each stage significantly influences the final properties of the silicone rubber product.
Unique Molecular Structure of Silicone Rubber
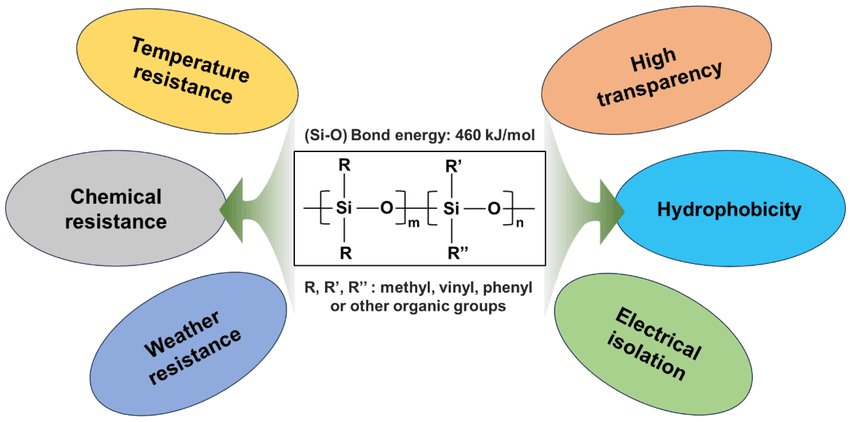
The performance advantages of silicone rubber originate from its distinctive molecular architecture.
Unlike traditional elastomers that rely primarily on carbon-based chains, silicone polymers feature alternating silicon and oxygen atoms. This structure provides exceptional bond strength while maintaining flexibility.
The resulting material exhibits remarkable thermal stability, allowing it to remain flexible at extremely low temperatures while resisting degradation at elevated temperatures.
This unique chemistry explains why silicone rubber performs successfully in applications where many conventional elastomers fail.
Major Advantages of Silicone Rubber
Exceptional Temperature Resistance
One of silicone rubber’s most recognized benefits is its ability to perform across an extremely wide temperature range.
Typical operating temperatures range from approximately -60°C to +200°C, with specialized formulations capable of handling even higher temperatures.
Outstanding Flexibility
Silicone maintains elasticity even under severe cold conditions where many other elastomers become brittle.
Excellent Weather Resistance
Exposure to sunlight, ozone, oxygen, and outdoor environments has minimal impact on silicone rubber’s performance.
Superior Electrical Insulation
Silicone is widely used in electrical systems because of its excellent dielectric properties.
Biocompatibility
Medical-grade silicone formulations are commonly used in healthcare devices due to their compatibility with human tissue.
Types of Silicone Rubber
Several types of silicone rubber have been developed to meet diverse application requirements.
High Consistency Rubber (HCR)
HCR silicone is widely used for molded products such as O-rings, gaskets, and industrial components.
Liquid Silicone Rubber (LSR)
LSR offers excellent precision molding capabilities and is commonly used in medical and electronic applications.
Fluorosilicone Rubber
This specialized silicone combines the temperature resistance of silicone with enhanced fuel and oil resistance.
Medical Grade Silicone
Designed for healthcare applications, these compounds meet strict regulatory and biocompatibility requirements.
Silicone Rubber in Sealing Applications

Sealing technology represents one of the largest application areas for silicone rubber.
Its flexibility, temperature resistance, and long-term stability make it ideal for:
O-rings
Gaskets
Rotary shaft seals
Static seals
Medical seals
Food-grade seals
Electronic enclosure seals
Many manufacturers rely on silicone rubber to provide reliable sealing performance in both industrial and consumer products.
Silicone Rubber vs Traditional Elastomers
Silicone vs NBR
NBR provides better oil resistance, while silicone offers superior temperature flexibility and weather resistance.
Silicone vs EPDM
Both materials perform well outdoors, but silicone generally provides broader temperature capabilities.
Silicone vs FKM
FKM offers better resistance to fuels and aggressive chemicals, while silicone excels in low-temperature flexibility.
Silicone vs Natural Rubber
Silicone significantly outperforms natural rubber in weathering, heat resistance, and aging characteristics.
Industries That Depend on Silicone Rubber
The versatility of silicone rubber has made it essential across numerous sectors.
Automotive manufacturing
Aerospace engineering
Medical technology
Food processing
Electronics production
Renewable energy systems
Industrial machinery
Consumer products
Each industry benefits from silicone’s unique combination of flexibility, durability, and environmental resistance.
Limitations of Silicone Rubber

Despite its many advantages, silicone rubber is not suitable for every application.
Lower Tear Resistance
Compared with some engineering elastomers, silicone can be more susceptible to tearing under certain conditions.
Limited Fuel Resistance
Standard silicone compounds may not perform well when exposed to gasoline and certain petroleum products.
Higher Material Cost
Silicone generally costs more than conventional elastomers such as NBR.
Understanding these limitations helps engineers select the most appropriate material for specific applications.
How to Select the Right Silicone Rubber Grade
Choosing the correct silicone compound requires evaluating several factors.
Operating temperature
Chemical exposure
Pressure conditions
Regulatory requirements
Mechanical stress levels
Environmental conditions
Proper material selection ensures optimal performance and long-term reliability.
Consulting technical resources related to silicone rubber applications can help engineers make informed decisions.
Future Trends in Silicone Rubber Technology
Material science continues to push the boundaries of silicone performance.
Emerging innovations include:
Advanced low-compression-set formulations
Enhanced chemical-resistant silicones
Sustainable silicone manufacturing
Smart elastomer technologies
Improved medical-grade compounds
These developments are expected to expand the role of silicone rubber in future engineering applications.
Why Silicone Rubber Continues to Dominate High-Performance Applications
Few elastomer materials offer the balanced combination of temperature resistance, flexibility, environmental stability, electrical insulation, and longevity found in silicone rubber.
As equipment becomes more advanced and operating conditions become increasingly demanding, silicone remains one of the most trusted materials for critical sealing and engineering applications.
Frequently Asked Questions
1. What is silicone rubber made of?
Silicone rubber is primarily composed of silicon, oxygen, carbon, and hydrogen arranged in a unique silicon-oxygen molecular structure.
2. What temperature range can silicone rubber withstand?
Most silicone rubber compounds operate effectively between approximately -60°C and +200°C, depending on formulation.
3. Is silicone rubber suitable for food applications?
Yes. Food-grade silicone compounds are widely used in food processing, beverage systems, and kitchen equipment.
4. Why is silicone rubber commonly used for O-rings?
Its excellent flexibility, temperature resistance, and aging stability make it highly effective for sealing applications.
5. Is silicone rubber resistant to UV light and weather?
Yes. Silicone rubber exhibits exceptional resistance to UV radiation, ozone, moisture, and long-term outdoor exposure.