

What Is an Oil Seal and Why It Matters in Mechanical Systems
In modern industrial equipment, even the smallest component can affect reliability, efficiency, and equipment lifespan. Among those components, the oil seal plays a critical role in preventing leakage, protecting internal parts, and supporting long-term machinery performance. Although often overlooked, oil seals are essential in automotive systems, heavy machinery, pumps, motors, gearboxes, and countless industrial applications.
An oil seal is a mechanical sealing element designed to retain lubricants such as oil or grease while blocking dust, water, and contaminants from entering equipment. It functions at the interface between moving and stationary parts, usually where a rotating shaft passes through a housing.
🔍 Core Function: A properly selected oil seal reduces leakage, protects bearings, prevents contamination, and extends equipment service life.
Basic Structure of an Oil Seal
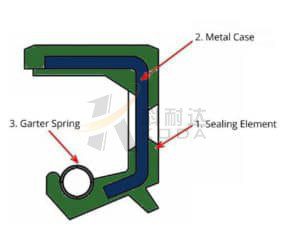
Most oil seals are engineered with several critical components working together to achieve effective sealing performance.
Sealing Lip
The flexible lip contacts the shaft and creates the primary sealing barrier.
Metal Case
Provides rigidity and allows proper fitting into the housing bore.
Spring Element
Often called a garter spring, it maintains radial force on the lip for reliable sealing pressure.
These components must work in balance. Too much pressure can increase wear, while too little may allow leakage. High-quality oil seal products are designed to optimize this balance under demanding operating conditions.
Primary Functions of Oil Seals
Lubrication Retention
Oil seals prevent lubricants from escaping rotating assemblies. Proper lubricant retention minimizes friction and reduces wear.
Contamination Exclusion
Dust, dirt, moisture and debris can damage shafts and bearings. Oil seals act as a protective barrier against these contaminants.
Operational Protection
Seals help maintain clean internal environments, supporting performance and lowering maintenance frequency.
✔ Major Benefits of Proper Sealing
• Lower maintenance costs
• Reduced lubricant loss
• Longer equipment lifespan
• Improved reliability
• Better efficiency
Common Types of Oil Seals
Single Lip Seals
Single lip seals focus primarily on lubricant retention and are common in general applications.
Double Lip Seals
Double lip designs add a secondary dust lip for improved contamination protection, often used in harsh environments.
Spring Loaded Rotary Seals
These designs support improved sealing consistency in demanding applications involving high speed or pressure.
Heavy-Duty Cassette Seals
Used in agriculture and construction equipment, cassette seals offer advanced protection in severe contamination conditions.
Oil Seal Material Basics
Material selection directly affects performance, durability and fluid compatibility.
Nitrile Rubber (NBR)
Typical Advantages
• Good oil resistance
• Affordable solution
• Reliable general performance
• Widely used in standard applications
Fluoroelastomer (FKM)
FKM is widely selected for high-temperature and chemically aggressive environments.
🔥 Performance Note: FKM materials are often preferred in automotive engines and demanding industrial systems.
Silicone Materials
Silicone performs well in low-temperature conditions and specialized applications.
PTFE Sealing Materials
PTFE provides low friction, chemical resistance and support for high-speed applications.
Selecting the right oil seal material should always consider temperature, media compatibility and operating conditions.
How Oil Seals Work
An oil seal works through controlled contact between its sealing lip and shaft surface. A thin lubrication film forms at the contact zone, reducing friction while maintaining sealing performance.
This precise balance allows seals to:
• Retain lubricants
• Reduce friction damage
• Block contaminants
• Support rotating equipment stability
Even small variations in shaft finish or alignment can influence sealing effectiveness.
Factors That Affect Oil Seal Performance
Temperature
Excessive temperatures can accelerate material aging and reduce elasticity.
Shaft Speed
Higher rotational speeds generate heat and may require advanced seal designs.
Pressure Conditions
Standard seals have pressure limitations. High-pressure systems may need specialized sealing solutions.
Shaft Surface Condition
Improper surface roughness or shaft wear can damage the sealing lip and cause leakage.
⚠ Common Issue: Many seal failures are caused not by seal defects, but by shaft problems, contamination, or incorrect selection.
Typical Applications of Oil Seals
Automotive Systems
Oil seals are widely used in:
• Engines
• Gearboxes
• Axles
• Wheel hubs
• Transmissions
Industrial Equipment
Pumps, motors, compressors and reducers all rely on effective sealing systems.
Hydraulic Systems
Hydraulic applications require precise sealing for fluid control and contamination protection.
Construction and Agriculture
Heavy-duty equipment often uses reinforced oil seal solutions for severe environments.
How to Select the Right Oil Seal
Seal selection should never rely only on dimensions. Performance factors matter equally.
Selection Checklist
✓ Shaft diameter
✓ Housing bore size
✓ Temperature range
✓ Operating speed
✓ Pressure requirements
✓ Lubricant compatibility
✓ Environmental contamination levels
Choosing the correct seal improves reliability while reducing downtime and operating cost.
Common Causes of Oil Seal Failure
Improper Installation
Damaging the lip during installation is one of the most common reasons seals fail early.
Contamination
Abrasive particles trapped at the lip can rapidly increase wear.
Material Incompatibility
Using incorrect elastomers with incompatible fluids can lead to swelling, cracking or hardening.
Excess Heat or Speed
Operating beyond design limits can cause accelerated deterioration.
🛠 Best Practice: Correct installation tools and proper shaft preparation often prevent many sealing problems before they start.
Installation Best Practices
Proper installation is essential for maximizing seal performance.
Recommended Procedures
• Inspect shaft surfaces carefully
• Lubricate the lip before assembly
• Use correct installation sleeves
• Avoid distortion during fitting
• Protect sealing edges from damage
Importance of Quality Manufacturing
Seal performance depends heavily on manufacturing precision, material consistency and quality control. Trusted suppliers often provide tighter tolerances, improved compounds and better long-term reliability.
Choosing premium oil seal products can often reduce lifecycle cost even when initial prices are higher.
⭐ Expert Insight: In many industrial systems, sealing reliability directly impacts bearing life, lubrication efficiency and maintenance intervals.
Frequently Asked Questions
1. What is the main job of an oil seal?
An oil seal keeps lubricants inside equipment while preventing dirt, water and contaminants from entering.
2. What materials are commonly used for oil seals?
Common materials include NBR, FKM, silicone and PTFE, each suited to different operating conditions.
3. What causes oil seals to leak?
Leaks may result from improper installation, shaft wear, contamination, heat damage or incorrect seal selection.
4. How do I choose the right oil seal?
Selection depends on dimensions, temperature, speed, pressure, media compatibility and environmental conditions.
5. Are oil seals important for preventive maintenance?
Yes. Reliable sealing helps prevent lubricant loss, reduces wear and supports long-term preventive maintenance strategies.




