

Pumps are among the most critical pieces of equipment used throughout industrial operations. Whether transferring water, chemicals, fuels, lubricants, hydraulic fluids, wastewater, food ingredients, or pharmaceutical products, pumps must operate reliably under varying temperatures, pressures, speeds, and media conditions. While pump performance is often associated with impellers, bearings, shafts, and motors, one small sealing component frequently determines overall reliability: the O-ring.
O-rings play an essential role in preventing fluid leakage, maintaining pressure integrity, protecting internal pump components, reducing maintenance costs, and extending equipment service life. In modern pumping systems, properly selected O-rings help manufacturers improve operational efficiency, minimize downtime, and ensure compliance with environmental and safety regulations.
🔧 Industry Insight: Maintenance studies across industrial pumping systems indicate that sealing-related failures account for approximately 20% to 35% of unexpected pump shutdowns, with damaged or improperly selected O-rings being one of the leading root causes.
Why O-Rings Are Essential in Pump Applications
Pumps operate by moving fluids under controlled pressure and flow conditions. Throughout this process, numerous sealing points exist where leakage can occur if proper sealing solutions are not utilized.
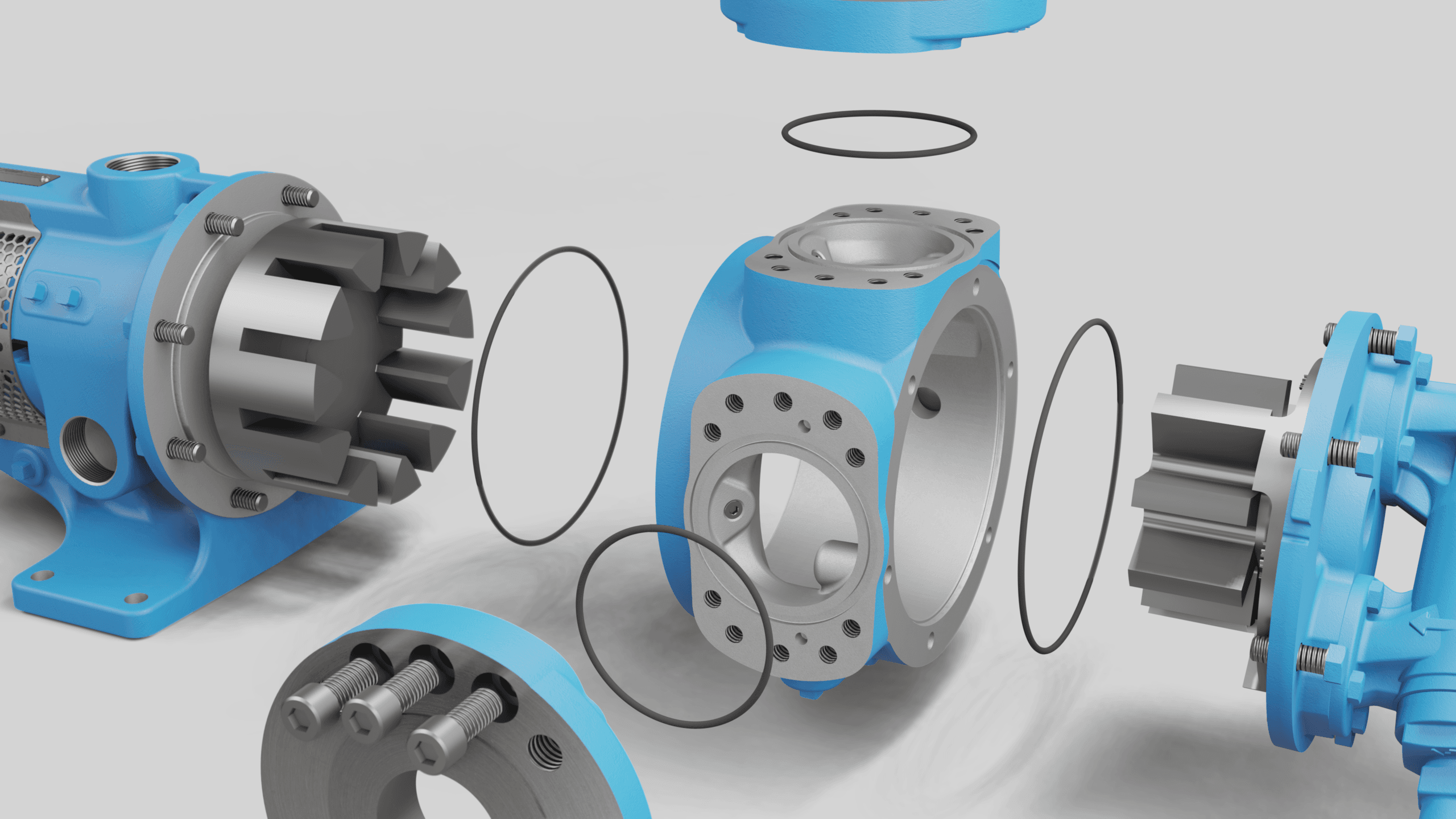
O-rings provide reliable sealing in:
- Pump casings
- Shaft assemblies
- Mechanical seal housings
- Valve connections
- Flange joints
- Hydraulic pumps
- Centrifugal pumps
- Positive displacement pumps
- Dosing pumps
- Chemical transfer pumps
High-performance O-rings ensure efficient fluid containment while protecting equipment from contamination and pressure loss.
Common Types of Pumps Using O-Rings
Centrifugal Pumps
Centrifugal pumps are widely used in water treatment, industrial processing, chemical production, and cooling systems. O-rings seal pump casings, shaft assemblies, and auxiliary systems.
Hydraulic Pumps
Hydraulic systems rely on O-rings to maintain pressure integrity while preventing hydraulic fluid leakage.
Gear Pumps
Gear pumps used in lubrication and fluid transfer systems require reliable sealing at housing joints and shaft interfaces.
Diaphragm Pumps
Chemical processing and dosing systems frequently use O-rings to prevent media leakage and contamination.
Vacuum Pumps
Vacuum applications require exceptionally low leakage rates and highly reliable sealing performance.
⚙️ Engineering Reality: A pump can have dozens of individual sealing locations, and failure of a single O-ring may result in leakage, reduced efficiency, contamination, or complete system shutdown.
How O-Rings Function Inside Pumps
An O-ring creates a seal by deforming between two mating surfaces. Compression generates sealing force while system pressure further energizes the seal.
The effectiveness of the seal depends on:
- Proper groove design
- Correct compression ratio
- Material compatibility
- Operating temperature
- Fluid chemistry
- Pressure conditions
- Surface finish quality
Correctly engineered O-rings can provide years of reliable service even in demanding pump applications.
Material Selection for Pump Industry O-Rings
Choosing the correct elastomer is critical for achieving long-term reliability.
| Material | Temperature Range | Key Advantages | Pump Applications |
| NBR | -40°C to +120°C | Excellent oil resistance | Hydraulic pumps |
| FKM | -20°C to +250°C | Heat and chemical resistance | Chemical pumps |
| EPDM | -50°C to +150°C | Water and steam resistance | Water pumps |
| HNBR | -40°C to +150°C | Wear resistance | Heavy-duty pumps |
| FFKM | Up to +320°C | Maximum chemical resistance | Critical process pumps |
📌 Material Selection Rule: Pump engineers should always evaluate fluid compatibility, temperature fluctuations, shaft speed, operating pressure, and maintenance intervals before selecting an O-ring compound.
Factory Testing of O-Rings for Pump Applications
Industrial pump manufacturers perform extensive testing to verify sealing reliability before product approval.
| Test Method | Purpose |
| Pressure Cycling Test | Evaluate fatigue resistance |
| Chemical Immersion Test | Measure chemical compatibility |
| Thermal Aging Test | Assess heat resistance |
| Compression Set Test | Evaluate long-term elasticity |
| Leakage Test | Validate sealing performance |
Factory Test Data: Chemical Pump O-Ring Validation
A chemical processing equipment manufacturer conducted validation testing on premium FKM O-rings used in centrifugal chemical transfer pumps.
| Parameter | Result |
| Operating Pressure | 25 Bar |
| Fluid Temperature | 165°C |
| Continuous Runtime | 3,000 Hours |
| Leakage | 0 ml |
| Volume Change | Less than 4% |
The test confirmed excellent chemical resistance and sealing reliability under severe operating conditions.
O-Ring Service Life Curve in Pump Systems
Temperature and media exposure significantly affect O-ring longevity.
Typical FKM O-Ring Service Life:
- 80°C → 15+ Years
- 100°C → 12 Years
- 120°C → 8-10 Years
- 150°C → 5-6 Years
- 180°C → 2-3 Years
Understanding service-life behavior allows maintenance teams to establish predictive replacement schedules before leakage occurs.
Customer Case Study: Eliminating Pump Leakage in a Chemical Processing Plant

🏭 Industry: Specialty Chemical Manufacturing
Problem: Centrifugal transfer pumps experienced repeated casing leakage every six months, resulting in production interruptions and maintenance costs.
Root Cause Investigation:
- Standard NBR O-rings suffered chemical swelling.
- Operating temperatures exceeded 140°C.
- Chemical additives accelerated elastomer degradation.
Engineering Solution:
- Upgrade to premium FKM O-rings.
- Optimize groove compression.
- Improve maintenance monitoring procedures.
Results After 24 Months:
- Leakage incidents reduced by 97%
- Pump downtime reduced by 84%
- Maintenance costs reduced by 46%
- Seal replacement intervals increased by 3.2 times
Failure Analysis of Pump O-Rings
Compression Set
Permanent deformation reduces sealing force and causes leakage.
Chemical Attack
Fluid incompatibility can lead to swelling, cracking, or softening.
Thermal Aging
High temperatures accelerate material deterioration.
Extrusion Damage
High pressure forces elastomer material into clearance gaps.
Installation Damage
Sharp edges and improper assembly frequently damage sealing surfaces.
🔬 Pump Industry Failure Statistics:
- Compression Set: 29%
- Chemical Degradation: 24%
- Thermal Aging: 18%
- Installation Damage: 17%
- Extrusion Damage: 12%
Best Practices for Pump O-Ring Reliability
- Verify media compatibility before installation.
- Use proper gland dimensions.

- Monitor operating temperatures.
- Replace aged seals proactively.
- Use lubricants during installation.
- Inspect sealing surfaces regularly.
- Select premium O-rings for critical pump applications.
✅ Engineering Recommendation: Successful pump sealing performance depends on a combination of proper material selection, correct installation practices, periodic inspections, and predictive maintenance planning. Investing in high-quality O-rings often produces significant reductions in leakage-related downtime and maintenance costs.
Frequently Asked Questions
1. Why are O-rings important in pumps?
O-rings prevent fluid leakage, maintain pressure integrity, protect internal components, and improve overall pump reliability.
2. Which O-ring material is best for pump applications?
The best material depends on fluid type, temperature, and operating conditions. NBR, FKM, EPDM, HNBR, and FFKM are commonly used.
3. What causes pump O-rings to fail?
Common causes include compression set, chemical attack, thermal aging, extrusion damage, and installation errors.
4. How often should pump O-rings be replaced?
Replacement intervals depend on operating conditions, but predictive maintenance programs often use inspection data and service-life analysis to determine schedules.
5. Can upgrading O-ring materials reduce pump maintenance costs?
Yes. Higher-performance materials often extend service life, reduce leakage incidents, and significantly lower total maintenance expenses.