
🏭 The valve manufacturing industry depends heavily on precision sealing technologies to ensure safe, leak-free, and long-term operation in critical systems. Whether controlling water, steam, oil, gas, chemicals, hydraulic fluids, or compressed air, valves are only as reliable as their sealing components. Among these components, O-rings and engineered seals play a decisive role in preventing leakage, maintaining pressure integrity, reducing maintenance requirements, and extending service life.
Modern valve systems operate in increasingly demanding environments. Higher pressures, wider temperature ranges, aggressive chemicals, stricter environmental regulations, and longer maintenance intervals require sealing solutions that can consistently perform under extreme operating conditions. As a result, selecting the correct O-ring and sealing system has become a critical engineering decision rather than a simple purchasing choice.

From industrial ball valves and butterfly valves to gate valves, globe valves, hydraulic control valves, pneumatic valves, and high-pressure process valves, sealing performance directly affects safety, efficiency, compliance, and operational reliability.
Why O-Rings and Seals Are Critical in Valve Manufacturing
Valves are designed to control, isolate, regulate, or direct fluid flow. Every valve contains multiple sealing interfaces that must prevent internal or external leakage while allowing smooth operation.
Typical sealing locations include:
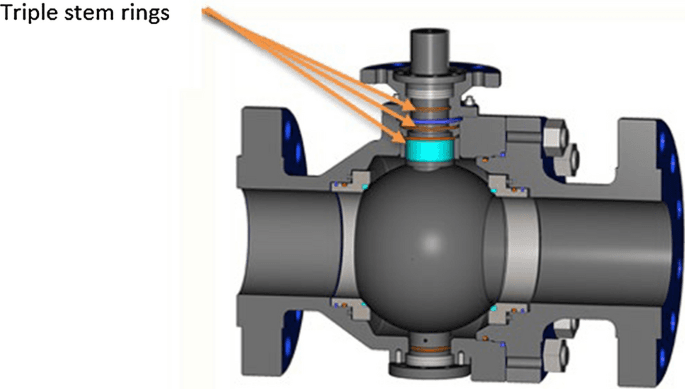
- Valve stem assemblies
- Bonnet connections
- Actuator interfaces
- Body flanges
- Pressure chambers
- Piston cavities
- Hydraulic control sections
- Pneumatic actuator systems
Without properly engineered seals, even a high-quality valve body may experience pressure loss, fluid leakage, contamination, environmental violations, or complete operational failure.
📊 Industry Observation: Reliability studies conducted across industrial process facilities indicate that sealing failures contribute to approximately 22% of valve-related maintenance events, making seal selection one of the most important factors in valve lifecycle performance.
Types of Valves That Depend on O-Rings and Seals
Ball Valves
Ball valves utilize O-rings for stem sealing, actuator sealing, and body connections. Proper sealing prevents leakage while maintaining smooth rotational operation.

Butterfly Valves
Butterfly valves frequently use elastomeric seals and O-rings to maintain shutoff performance and stem sealing integrity.
Gate Valves
Gate valves require robust sealing systems capable of handling pressure fluctuations and extended service intervals.
Globe Valves
Precision flow-control applications rely on high-quality seals to maintain accurate regulation and prevent leakage.
Hydraulic Control Valves
Hydraulic systems require O-rings that can withstand high pressures, dynamic movement, and exposure to hydraulic fluids.
Pneumatic Valves
Compressed-air systems depend on low-friction O-rings to ensure fast response and minimal leakage.
⚙️ Engineering Reality: A single industrial control valve may contain more than ten individual sealing points. Failure of one seal can compromise the performance of the entire system.
How O-Rings Function in Valve Systems

An O-ring creates a seal by being compressed between two mating surfaces. The elastomer deforms to fill surface imperfections and creates a barrier against fluid or gas leakage.
Key factors affecting sealing performance include:
- Compression ratio
- Material hardness
- Operating pressure
- Temperature fluctuations
- Media compatibility
- Surface finish quality
- Installation accuracy
- Dynamic movement requirements
Properly engineered O-rings can maintain sealing performance for millions of operating cycles in industrial valve applications.
Common Sealing Materials Used in Valve Manufacturing
Different valve applications require different elastomer compounds.
| Material | Temperature Range | Main Advantages | Typical Valve Applications |
| NBR | -40°C to +120°C | Oil resistance | Hydraulic valves |
| FKM | -20°C to +250°C | Heat and chemical resistance | Chemical valves |
| EPDM | -50°C to +150°C | Water and steam resistance | Water treatment valves |
| HNBR | -40°C to +150°C | Wear resistance | Heavy-duty valves |
| FFKM | Up to +320°C | Extreme chemical resistance | Critical process valves |
Factory Testing and Qualification Procedures
Professional valve manufacturers conduct extensive testing to verify long-term seal performance before product approval.
| Test Method | Purpose |
| Pressure Cycle Testing | Evaluate fatigue resistance |
| Thermal Aging Test | Assess heat durability |
| Chemical Compatibility Test | Verify media resistance |
| Compression Set Test | Measure elastic recovery |
| Leakage Verification Test | Confirm sealing integrity |
Factory Test Data from Industrial Valve Applications
A valve manufacturer conducted qualification testing on FKM O-rings installed in high-temperature process control valves used within a chemical processing facility.
| Test Parameter | Result |
| Operating Pressure | 40 Bar |
| Media Temperature | 180°C |
| Operating Cycles | 2.8 Million Cycles |
| Leakage Rate | 0 ml |
| Compression Set | 11% |
The testing demonstrated stable sealing performance under continuous thermal and pressure cycling conditions.
Service Life Curve Analysis for Valve O-Rings
Temperature exposure has a direct influence on elastomer lifespan.
Typical FKM Valve O-Ring Service Life:
- 80°C → 15+ Years
- 100°C → 12 Years
- 120°C → 9 Years
- 150°C → 6 Years
- 180°C → 3 Years
Lifecycle analysis helps valve manufacturers establish maintenance intervals and reliability forecasts.
Customer Case Study: Solving Stem Leakage in Process Valves
🏭 Industry: Petrochemical Processing
Problem: A processing facility experienced recurring valve stem leakage across multiple high-temperature control valves.
Root Cause Analysis:
- NBR seals were operating beyond recommended temperatures.
- Thermal cycling accelerated compression set.
- Media additives contributed to material hardening.
Corrective Actions:
- Upgrade to premium FKM sealing systems.
- Optimize stem gland dimensions.
- Implement scheduled inspection procedures.
Measured Results After 18 Months:
- Stem leakage reduced by 95%
- Maintenance interventions reduced by 61%
- Valve reliability improved significantly
- Operating costs reduced by 37%
Failure Analysis of Valve O-Rings and Seals
Compression Set Failure
Permanent deformation reduces sealing force and increases leakage risk.
Chemical Attack
Incompatible media may cause swelling, cracking, or hardening.
Thermal Degradation
Continuous high-temperature exposure accelerates elastomer aging.
Extrusion Damage
High pressure may force elastomer material into clearance gaps.
Installation Damage
Improper assembly can create cuts, tears, or surface defects.
🔬 Valve Industry Failure Statistics:
- Compression Set: 30%
- Chemical Degradation: 24%
- Thermal Aging: 19%
- Installation Damage: 15%
- Extrusion Damage: 12%
Engineering Best Practices for Valve Sealing Systems
- Select sealing materials according to media compatibility.
- Consider both operating and peak temperatures.
- Optimize gland design and compression ratios.
- Perform routine leakage inspections.
- Monitor pressure cycling conditions.
- Implement predictive maintenance programs.
- Use certified high-quality O-rings for critical applications.
✅ Engineering Recommendation: Valve manufacturers that prioritize seal design during product development consistently achieve longer service life, reduced maintenance costs, lower leakage rates, and improved customer satisfaction. In many applications, the long-term reliability of a valve is determined more by sealing performance than by the metal components themselves.
Frequently Asked Questions
1. Why are O-rings important in valve manufacturing?
O-rings prevent fluid leakage, maintain pressure integrity, improve safety, and extend valve service life.
2. Which O-ring material is best for industrial valves?
The ideal material depends on media, temperature, and pressure conditions. Common options include NBR, FKM, EPDM, HNBR, and FFKM.
3. What is the most common cause of valve seal failure?
Compression set, thermal aging, chemical incompatibility, and installation damage are among the most common failure mechanisms.
4. How long do valve O-rings typically last?
Service life varies by material and operating conditions but can range from several years to more than fifteen years.
5. How can valve manufacturers reduce leakage-related maintenance?
By selecting proper materials, optimizing gland designs, conducting qualification testing, and implementing predictive maintenance programs.