

In modern hydraulic and heavy-duty industrial systems, sealing components play a critical role in ensuring efficiency, safety, and equipment longevity. Among the numerous sealing solutions used in hydraulic cylinders, the DKBI oil seal has emerged as one of the most trusted and widely adopted dust sealing products. Although often overlooked compared to piston seals and rod seals, DKBI oil seals are essential for preventing contamination, protecting internal components, and extending the service life of hydraulic equipment.
Whether installed on excavators, construction machinery, mining equipment, agricultural systems, or industrial hydraulic cylinders, DKBI oil seals act as the first protective barrier against external contaminants such as dust, mud, water, sand, and metal particles. Without effective dust exclusion, even the highest-quality hydraulic systems can experience premature wear, fluid contamination, and costly failures.
This comprehensive guide explains what a DKBI oil seal is, how it functions, where it is used, its structural characteristics, material options, advantages, maintenance considerations, and why it remains one of the preferred sealing solutions in demanding hydraulic applications.
🔍 Key Insight: The primary purpose of a DKBI oil seal is not retaining hydraulic oil but preventing external contaminants from entering the hydraulic system and damaging internal sealing components.
What Is a DKBI Oil Seal?
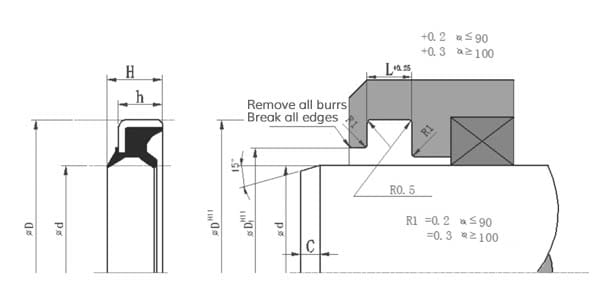
A DKBI oil seal is a specialized hydraulic dust seal designed primarily for piston rod protection in hydraulic cylinders. It is commonly installed at the outermost section of the cylinder head where the piston rod exits the hydraulic system.
Unlike conventional rotary shaft oil seals, DKBI seals are engineered for reciprocating motion applications. Their main role is to remove contaminants from the rod surface during operation while preventing foreign particles from entering the cylinder.
The design typically incorporates a metal reinforcement ring combined with a durable elastomer sealing lip. This structure provides excellent rigidity, dimensional stability, and long-term sealing performance.
Many hydraulic equipment manufacturers rely on high-quality DKBI oil seal solutions because of their proven performance in harsh operating environments.
The Evolution of Hydraulic Dust Sealing Technology
Historically, hydraulic cylinders used simple wiper rings to remove contaminants from exposed rods. However, as hydraulic systems became more sophisticated and operated under increasingly demanding conditions, traditional wipers proved insufficient.
Modern construction and mining equipment regularly operate in:
- Dust-filled environments
- Wet and muddy conditions
- Abrasive mining sites
- Agricultural fields
- Marine applications
- Industrial processing facilities
To address these challenges, advanced dust seals such as the DKBI design were developed to offer improved contaminant exclusion, durability, and installation reliability.
Main Functions of a DKBI Oil Seal

1. Preventing Dust Ingress
The most important function of a DKBI oil seal is preventing external dust and debris from entering the hydraulic cylinder.
During rod retraction, contaminants attached to the rod surface can be carried into the hydraulic system. The DKBI sealing lip scrapes away these particles before they enter the cylinder.
🛡️ Protection Function: A properly installed DKBI seal significantly reduces contamination-related failures in hydraulic cylinders.
2. Extending Seal Life
Contaminants can damage rod seals, piston seals, guide rings, and cylinder surfaces. By blocking foreign particles, DKBI seals help extend the service life of internal sealing components.
3. Protecting Hydraulic Fluid Cleanliness
Hydraulic oil contamination is one of the leading causes of system failures. By preventing dirt ingress, DKBI seals contribute to maintaining fluid cleanliness and optimal system performance.
4. Reducing Maintenance Costs
Cleaner hydraulic systems experience less wear, fewer repairs, and longer maintenance intervals, resulting in reduced ownership costs.
5. Enhancing Equipment Reliability
By minimizing contamination and component wear, DKBI seals contribute directly to improved machine reliability and operational efficiency.
Structural Design of DKBI Oil Seals
One reason DKBI seals are highly effective is their robust structural design.
Metal Reinforcement Ring
The integrated metal casing provides structural rigidity and ensures secure retention within the housing groove.
Benefits include:
- Improved dimensional stability
- Enhanced installation reliability
- Resistance to deformation
- Long-term sealing consistency
Precision Wiper Lip
The sealing lip is designed to maintain consistent contact with the rod surface while effectively removing contaminants.
This optimized geometry helps achieve:
- Superior scraping efficiency
- Low friction operation
- Minimal rod wear
- Extended service life
Elastomer Body
The elastomer portion provides flexibility and sealing capability while accommodating dimensional variations during operation.
Materials Commonly Used in DKBI Oil Seals
Material selection significantly influences seal performance.
Nitrile Rubber (NBR)
NBR is the most commonly used material because it offers excellent wear resistance, flexibility, and cost-effectiveness.
Advantages include:
- Good abrasion resistance
- Excellent oil resistance
- Affordable pricing
- Wide availability
Polyurethane (PU)
Polyurethane provides superior mechanical strength and wear resistance compared to traditional elastomers.
PU-based DKBI oil seal products are frequently selected for severe-duty applications.
Specialized Compounds
For extreme environments, manufacturers may offer custom materials designed for enhanced chemical resistance, temperature stability, or environmental durability.
Industries That Use DKBI Oil Seals
DKBI seals are utilized across numerous industries.
Construction Equipment
- Excavators
- Bulldozers
- Wheel loaders
- Backhoe loaders
- Road machinery
Mining Equipment
Mining machinery operates in highly abrasive environments where contaminant exclusion is essential.
Agricultural Machinery
Tractors, harvesters, and hydraulic implements benefit from DKBI dust sealing technology.
Industrial Hydraulic Systems
Manufacturing equipment and automated machinery frequently incorporate DKBI seals to improve reliability.
Marine Equipment
Marine hydraulic systems often face challenging environmental conditions involving moisture, salt, and contamination.
Why DKBI Seals Are Different from Standard Oil Seals
Traditional rotary oil seals primarily retain lubricants around rotating shafts. DKBI seals, however, are designed for reciprocating hydraulic rod applications.
Major differences include:
- Designed for linear motion
- Focused on contaminant exclusion
- Optimized scraping geometry
- Heavy-duty structural reinforcement
- Hydraulic cylinder compatibility
⚙️ Important Note: While often called an oil seal, the DKBI seal functions primarily as a hydraulic dust seal and rod wiper.
Installation Best Practices
Correct installation is essential for optimal performance.
- Inspect the housing groove before installation.
- Ensure rod surfaces are smooth and clean.
- Avoid damaging the sealing lip.
- Use proper installation tools.
- Verify dimensional compatibility.
- Prevent contamination during assembly.
Following these practices helps maximize the effectiveness of every DKBI oil seal installed in hydraulic systems.
Common Causes of DKBI Seal Failure
Although DKBI seals are highly durable, several factors can shorten service life.
- Improper installation
- Excessive rod damage
- Severe contamination
- Incorrect material selection
- Extreme temperatures
- Chemical incompatibility
- Poor housing design
Regular inspection helps identify these issues before significant damage occurs.
Maintenance Recommendations
Preventive maintenance is critical for long-term hydraulic reliability.
Inspect Rod Surfaces
Damaged rods accelerate seal wear and compromise sealing performance.
Monitor Contamination Levels
Excessive contamination often indicates worn sealing components.
Replace Worn Seals Promptly
Replacing damaged seals early prevents secondary component failures.
Maintain Hydraulic Fluid Quality
Clean hydraulic oil improves overall system longevity and efficiency.
Many equipment operators choose premium DKBI oil seal products specifically to reduce maintenance frequency and increase operational uptime.
Future Trends in Hydraulic Dust Sealing Technology
As hydraulic systems become more advanced, sealing technologies continue evolving. Manufacturers are developing enhanced materials, optimized lip geometries, and innovative hybrid designs that offer improved durability and lower friction.
Future DKBI-style seals are expected to provide:
- Longer service life
- Lower friction coefficients
- Improved contamination exclusion
- Greater environmental resistance
- Enhanced compatibility with advanced hydraulic fluids
These developments will further strengthen the role of DKBI seals in modern industrial equipment.
Conclusion
The DKBI oil seal is one of the most effective hydraulic dust sealing solutions available today. Designed specifically for reciprocating hydraulic cylinders, it serves as a critical barrier against contamination while protecting internal seals, hydraulic fluid, and cylinder components. Its robust construction, excellent scraping performance, and wide application range make it indispensable in construction, mining, agriculture, marine, and industrial machinery.
By understanding the functions, design characteristics, material options, installation practices, and maintenance requirements of DKBI seals, equipment owners can improve reliability, reduce downtime, and maximize the lifespan of hydraulic systems operating in challenging environments.
Frequently Asked Questions
1. What is the primary function of a DKBI oil seal?
The primary function is to prevent dust, dirt, water, and other contaminants from entering hydraulic cylinders through the piston rod opening.
2. Is a DKBI oil seal the same as a rod seal?
No. A DKBI seal mainly acts as a dust seal or wiper seal, while a rod seal primarily retains hydraulic fluid inside the cylinder.
3. What materials are commonly used in DKBI seals?
Common materials include NBR, polyurethane (PU), and specialized elastomer compounds designed for demanding environments.
4. Where are DKBI oil seals commonly used?
They are widely used in excavators, loaders, mining machinery, agricultural equipment, industrial hydraulic systems, and marine applications.
5. How often should a DKBI oil seal be replaced?
Replacement intervals depend on operating conditions, contamination levels, and equipment usage, but seals should be inspected regularly during scheduled maintenance.




